大口径饮水防腐管道价钱青松2023已更新(今日/资讯)
环氧树脂防腐钢管为改性环氧树脂粉末内、外涂敷管道。具有其优良的综合性能,是给水内外涂环氧复合钢管涂层,具有很强的耐腐蚀性,使用外界温度为—40℃~90℃。适用输水温度为—30℃~80℃,还具有良好的耐化学稳定性和耐水性,符合生活饮用水输配水设备及防护材料的安全性评价标准。给水内外涂环氧复合钢管涂层表面光滑、美观、外观颜色可任意选择。由于内壁光滑,可防止微生物的滋生,输送流体阻力小,可增加流量,节省能源。因此主要适用于生活饮用水给水输送管道,海水输送管道、再生水输送管道、化工输送管道、埋地输送管道和造船输送管道,适合埋地输送管道,使用寿命长。
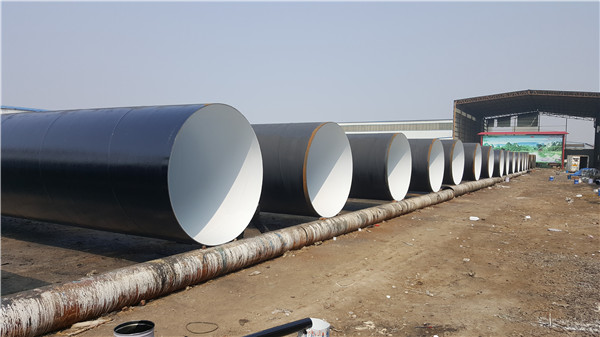
即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管,螺旋焊接钢管工艺,带钢头尾对接,采用单丝或双丝埋弧焊接。

使端面垂直度,坡口角和钝边得到准确控制。螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。质量检测方法如下:从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察。借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容。 另外公司专业从事管材防腐工程施工,拥有一条具有国际水的管道防腐作业线,可加工石油天然气用三层聚乙烯(3PE)钢管防腐、二层聚乙烯(2PE)钢管防腐,供水管线IPN8710高分子无毒涂料钢管内防腐,环氧煤沥青玻璃布钢管防腐(一布两油、两布三油、三布四油),供水管线水泥沙浆衬里钢管内防腐等。目前对螺旋钢管生产高标准要求,各生产厂家对生产设备都有了大幅提高,生产国标标准螺旋钢管要想把合格率提高到98%及以上,必须用设备,做为设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字。

螺旋焊接钢管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。螺旋焊接钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求,质量检测方法如下:从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可。
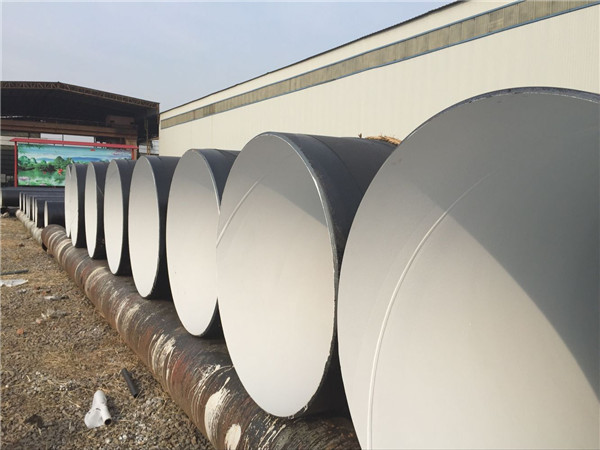
将熔结环氧粉末涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显着改善了各自的性能。因此作为埋地管线的外防护层是非常优越的。据有关资料介绍,三层PE可使埋地管道的寿命达到50年,目前,在国际上被认为是zui的管道外防腐技术。在我国,三层PE已率先在石油天然气系统得到应用。我国已建成的陕京天然气管道及库鄯输油管道,重点工程西气东输4000公里管道均采用了三层PE外防腐涂层。在天津市,陕气进津67公里高压管道、外环线30公里高压天然气管道、陕京线地下储气库122公里管线也是采用的三层PE。防腐螺旋焊管可有效地防止或减缓腐蚀。防腐钢管用途:防腐钢管母材包括螺旋管。直缝。 炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。厚壁螺旋钢管管材的优势,厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀。
b8kcd02p


